PHARMACEUTICAL

Sanitary Equipment Applications for Pharmaceutical Manufacturing
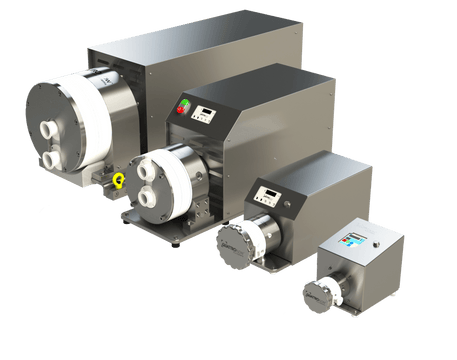
As a highly regulated, crucial market, sanitary equipment and pharmaceutical manufacturing go hand in hand. Equipment must be sourced and maintained to meet industry and regulatory standards. Liquidyne has been serving the pharmaceutical manufacturing market since 1993 and is an industry leader in sanitary process equipment. Working with top manufacturers and in-house design and production, Liquidyne is a premiere source for peristaltic pumps, custom fabricated hoses, standard hoses, high purity water systems, filtration products, and a range of single use equipment. From utility core and non-sanitary applications to synthesis to blending, Liquidyne’s team of experts help source, maintain, and optimize our pharmaceutical manufacturing customer’s equipment.
Process
Utility Core
Utility core is outside of the traditional process – what happens to the outputs? Provide the equipment that will connect to the PLC to help control those steps.
Synthesis
Chemical synthesis requires a wide range of sanitary equipment. Liquidyne provides mixing tanks, bioreactors and a variety of instrumentation to maintain product consistency and batch control.
Crystallization
Crystallization in the pharmaceutical industry is a separation process for intermediates and the final step in manufacturing active pharmaceutical ingredients. Liquidyne provides various equipment that supports this phase in pharmaceutical manufacturing.
Blending
Liquidyne supplies pharmaceutical manufacturers with a range of options for use during the blending process, including magnetic mixers and mixing tanks.

Utility Core








Synthesis







Crystallization
Crystallization in the pharmaceutical industry is a separation process for intermediates and the final step in manufacturing active pharmaceutical ingredients. Liquidyne provides various equipment that supports this phase in pharmaceutical manufacturing.
Below is a sample of products available from Liquidyne which support the Crystallization phase of your process.