SBV Sanitary Ball Valve
Reliable full-flow performance
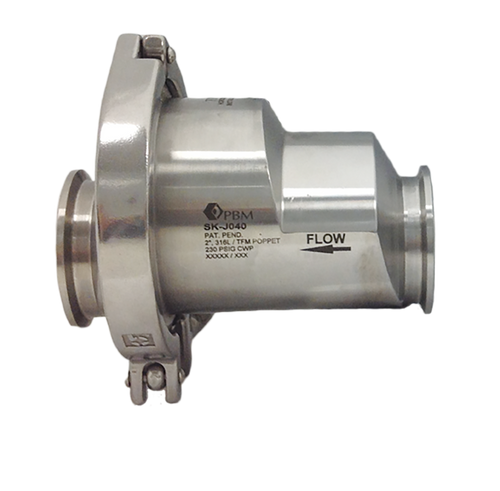
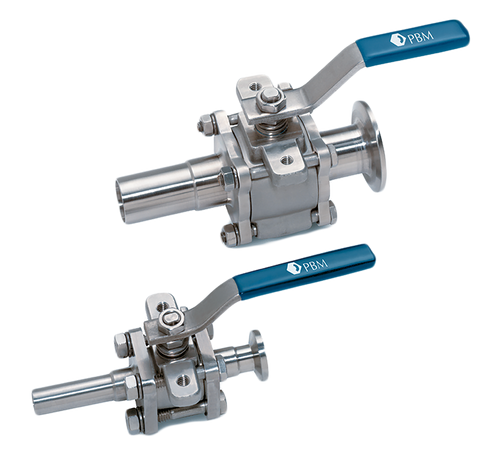
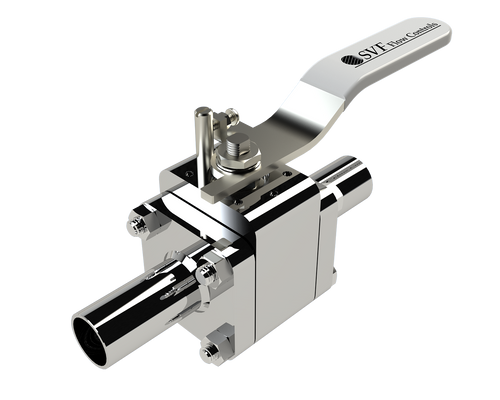
Alfa Laval sanitary ball valves (SBVs) are full-bore flow valves that provide on/off control with minimal pressure drop. The valve opening has a constant pipeline diameter, which enables fluids to flow freely through the valves when open. Flow restriction is comparable to that of a straight tube. This makes the SBVs suitable for:
- Handling fluids that are viscous or contain solid, semi-solid or abrasive particles
- Use wherever pigging of process lines is a major consideration
- Applications that require gentle product treatment
- CIP applications
- Automated or manual control
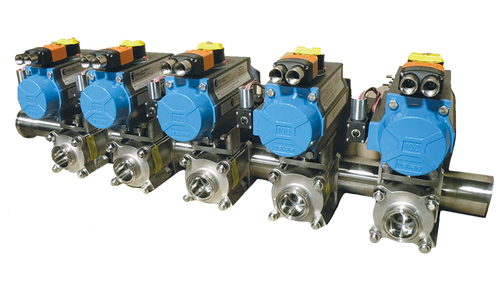
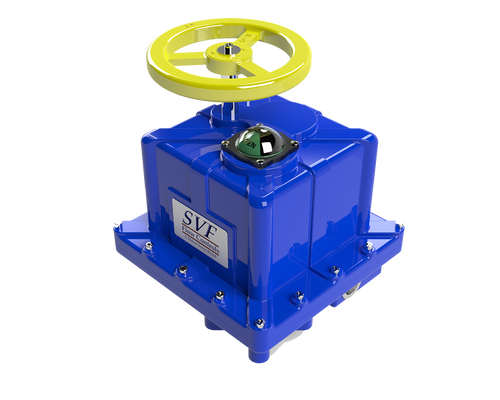
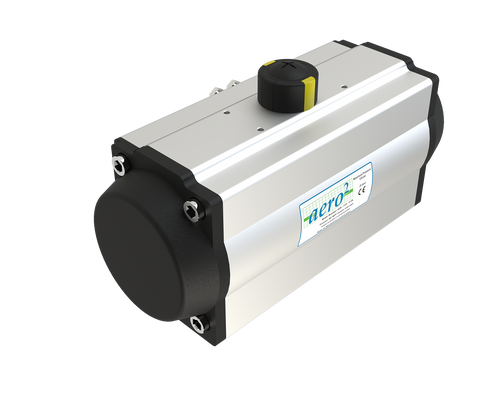
- For versatility, Alfa Laval SBVs can be supplied for manual or automatic operation.
Compact, simple ball valve design
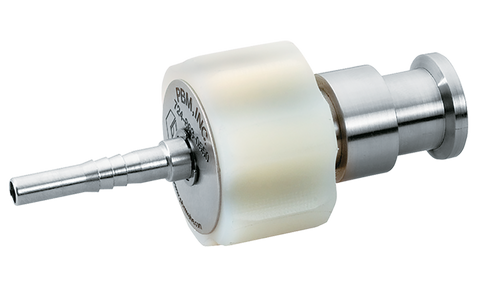
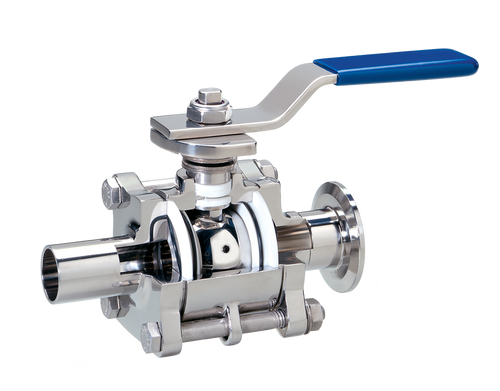
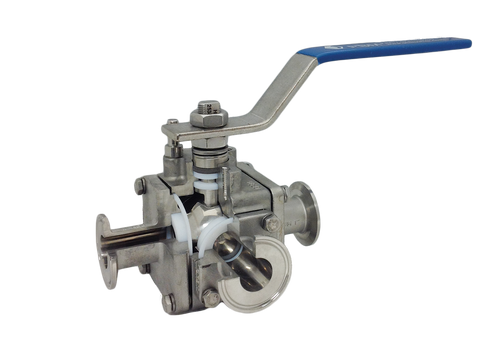
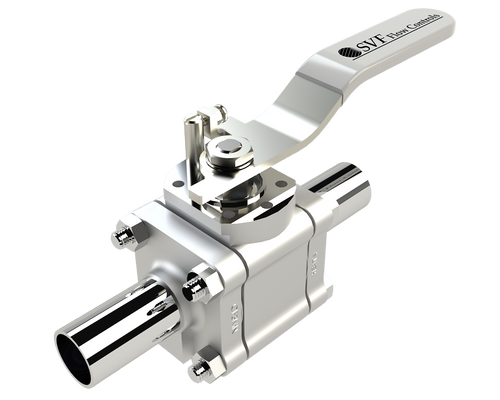
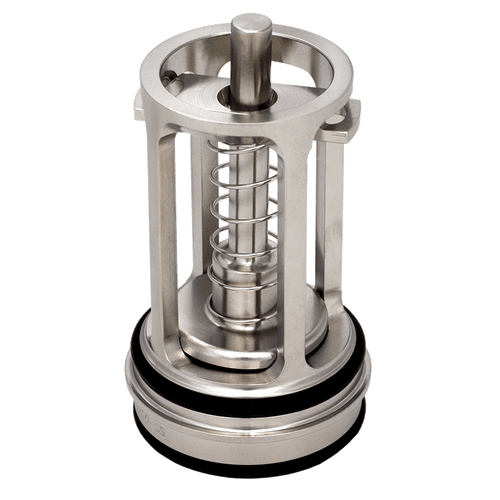
Easy to build into most any process line, Alfa Laval SBVs feature a straightforward floating ball design, which guarantees a tight seal and permits axial movement while preventing rotation. They are water hammer-safe and completely insensitive to pressure shocks in the pipelines. Spring-loaded, self-adjusting seal rings provide highly reliable valve stem sealing. SBVs with automated control have inspection holes in the bonnet for easy inspection of the stem seal.
Easy-to-maintain ball valves
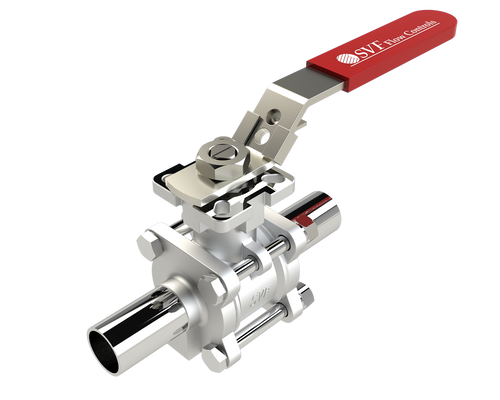
The three-piece valve design with few moving parts enables easy access to all valve components, making maintenance quick and easy. Durable PTFE valve seats help prolong service intervals. No special tools required for maintenance.
Sanitary ball valve range
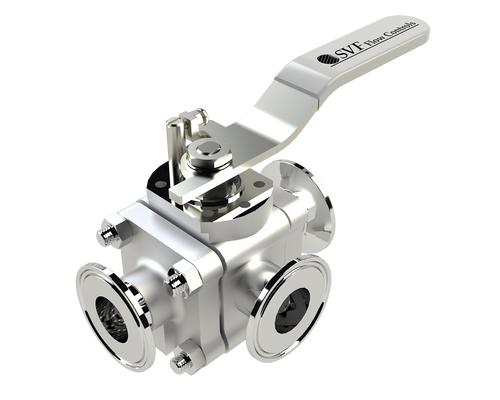
The Alfa Laval sanitary ball valve range consists of two standard valve models.
Benefits
- Reliable full-flow performance, especially for pigging systems
- Compact, straightforward hygienic design
- Versatile operation with automated or manual control
- Durable and water hammer-safe
- Easy to clean (optional cavity filler or cavity cleaning)
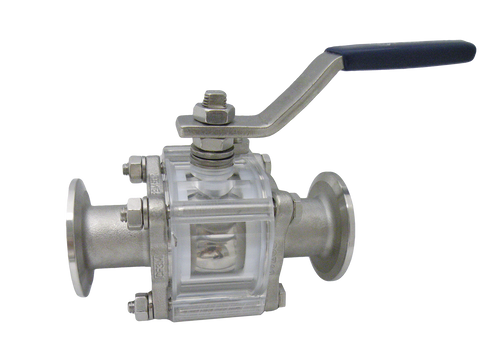
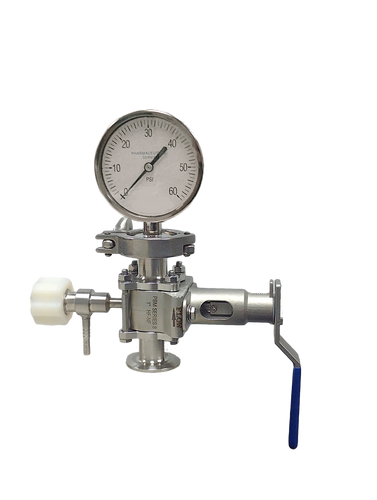
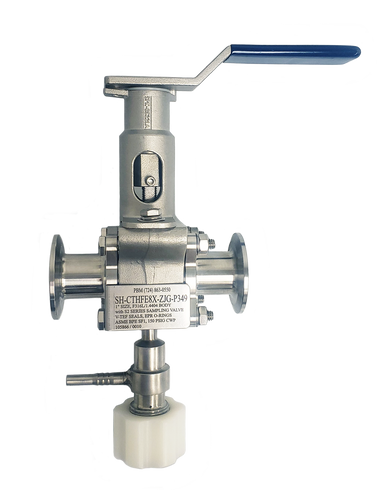
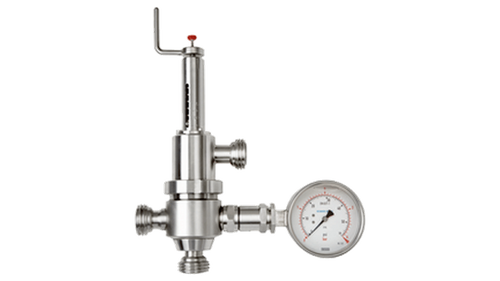
Manual operation: SBVs feature stainless steel quarter-turn handles to mechanically lock the valves in either open or closed position.
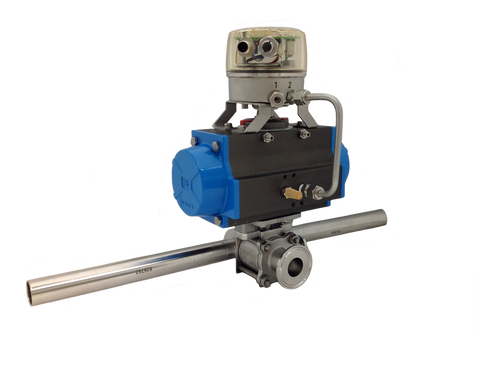
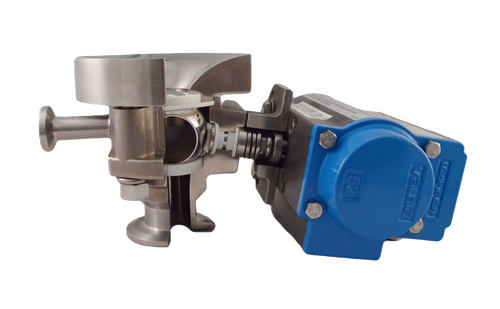
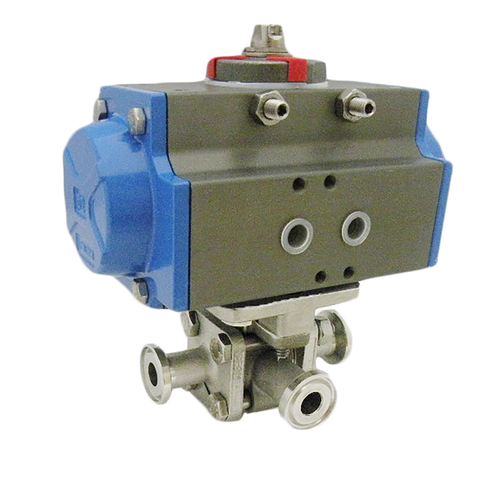
Automatic operation: SBVs use standard maintenance-free pneumatic actuators. Actuated ball valves are delivered as normally closed (NC) valves that are controlled from a remote location by means of compressed air. These, however, can easily be rebuilt to a normally open (NO) configuration. Actuators can be fitted with Alfa Laval ThinkTop valve sensing and control units. Optional inductive proximity sensor and mounting bracket are available.
SBV with either manual handle or automated operation for applications that involve high operating pressures up to 16 bar and temperatures up to 150ºC, and where the use of pigging systems is required. Tri-Clover ball valves for applications that require full flow with minimal flow turbulence and pressure drop. An optional encapsulated seat is available for applications where reducing the risk of potential product entrapment is important.
- Dairy
- Food
- Beverage
- Brewery
- Chemical & more
Related Products






































































































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.