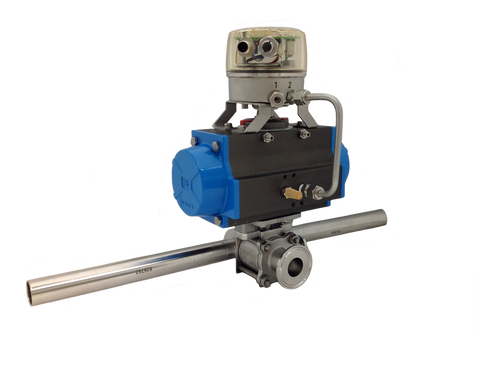
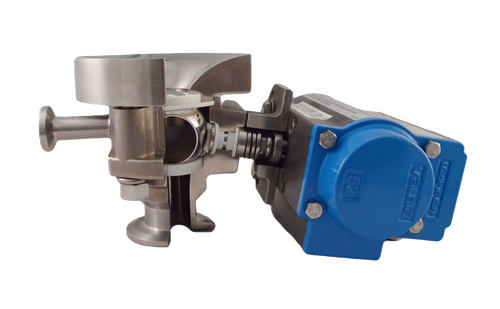
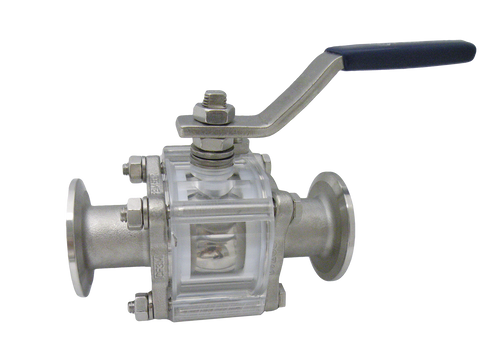
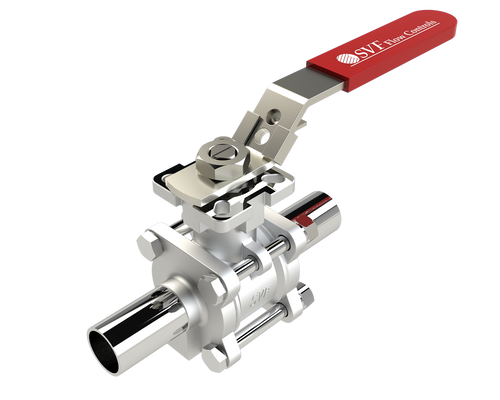
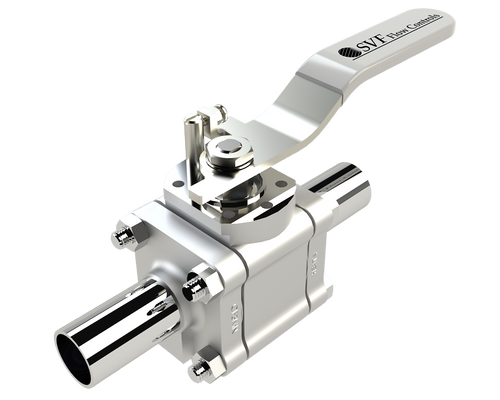
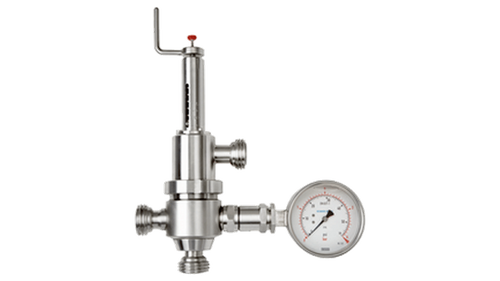
IMI PBM Igenix Sanitary Block & Bleed Valves
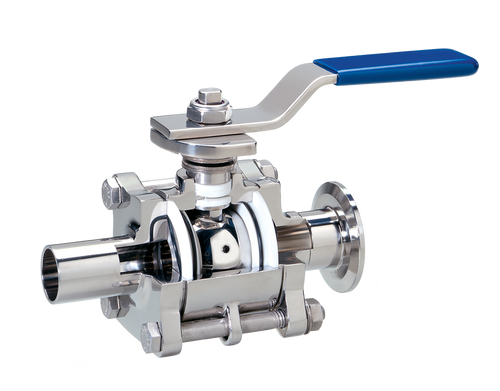
IMI PBM Igenix Sanitary Block & Bleed Valves represent the pinnacle of safety and efficiency in processing systems. At IMI PBM, we are dedicated to delivering high-quality solutions that enhance operational integrity and safety. Precision-engineered with our unique Adjust-O-Seal® technology; these valves offer reliable process isolation and instrument bleed capabilities, which are crucial for maintaining sanitary conditions.
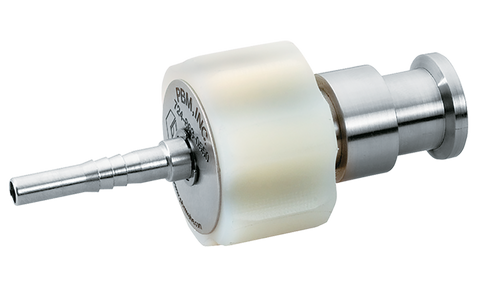
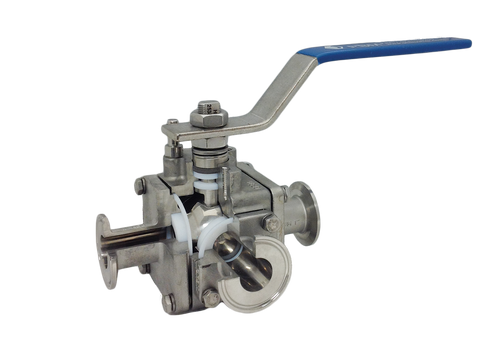
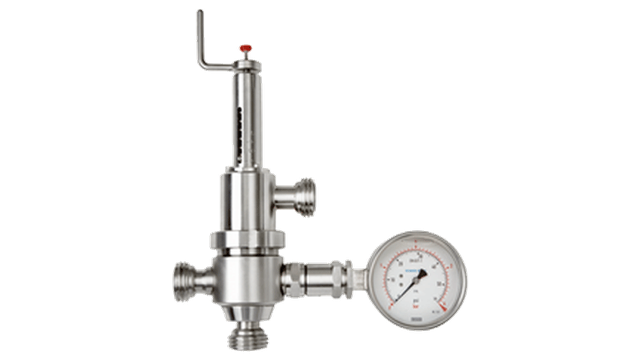
Our Igenix Sanitary Block & Bleed Valves feature the signature Adjust-O-Seal® Technology, allowing on-the-spot seal adjustment to ensure perfect alignment and leak-proof operation throughout the valve's lifespan. This design enhances the safety measures by isolating and venting pressure before instrument removal—thereby preventing accidental exposure to process fluids—and supports continuous operation. Instruments such as pressure gauges and transmitters can be removed for calibration or replacement without shutting down the main process line. This is particularly invaluable in maintaining operations in critical environments like clean steam lines.
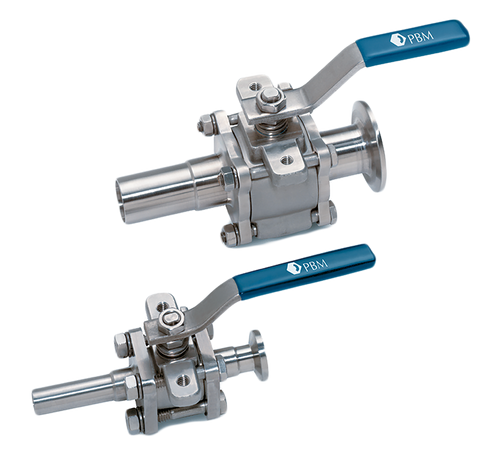
Additionally, the valves are designed for easy integration. A retrofittable center section can seamlessly integrate with existing IMI PBM valve installations, making upgrades simple and cost-effective. Crafted from premium materials, these valves meet the highest standards of hygiene and durability required in the food, pharmaceutical, and biotechnology industries.
Addressing a common problem with traditional instrument isolation valves, which often retain pressure at the instrument even when turned off, our Sanitary Block & Bleed Valves prevent pressure buildup at the instrument connection. This crucial feature ensures that once the instrument is de-energized, any residual pressure can be safely vented, allowing for disconnection and maintenance, thus solving a critical issue with precision and reliability.
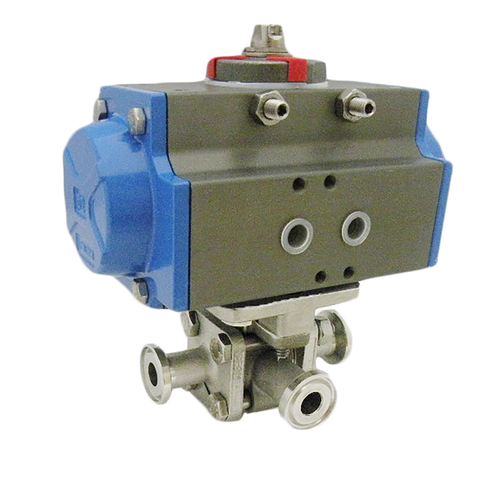
Ideal for a variety of sanitary applications, IMI PBM's Igenix Sanitary Block & Bleed Valves are perfect for use in systems where cleanliness and sterility are paramount. Whether it's bioreactors, fermenters, or clean steam systems, our valves provide the reliability and safety you need to protect your processes and products.
- Material: Stainless steel options available for maximum corrosion resistance and cleanliness.
- Sizes: Available in a range of sizes to suit various piping specifications and flow requirements.
- Certifications: All valves are manufactured in accordance with stringent quality standards and are fully certified for sanitary applications.
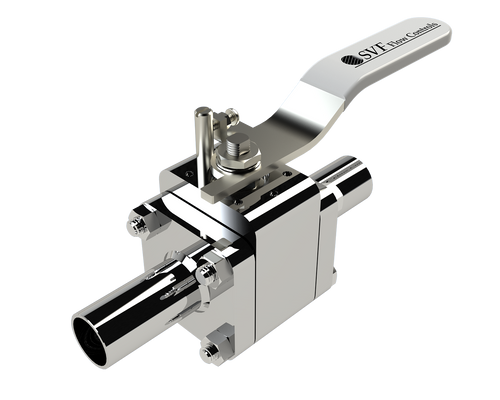
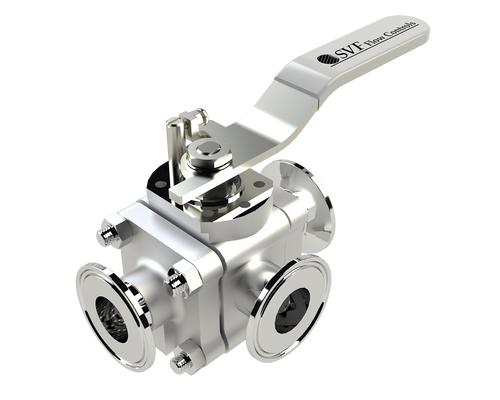
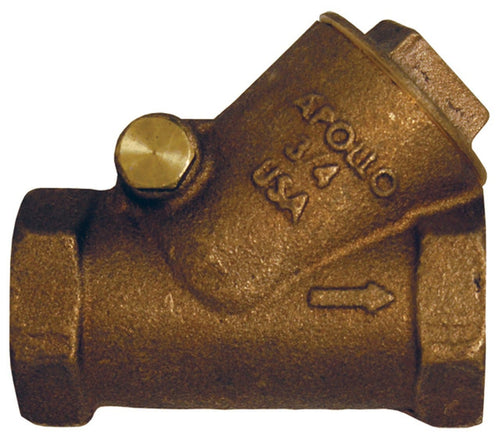
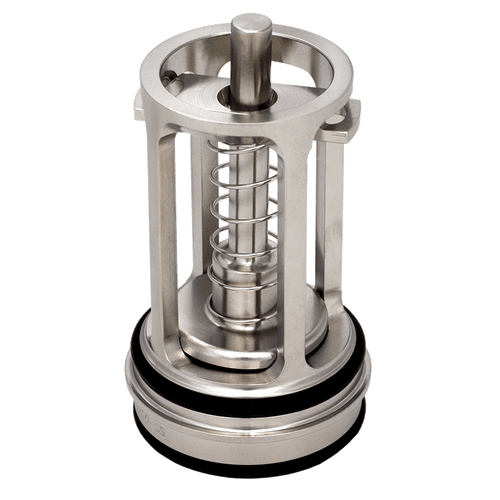
Related Products






































































































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.