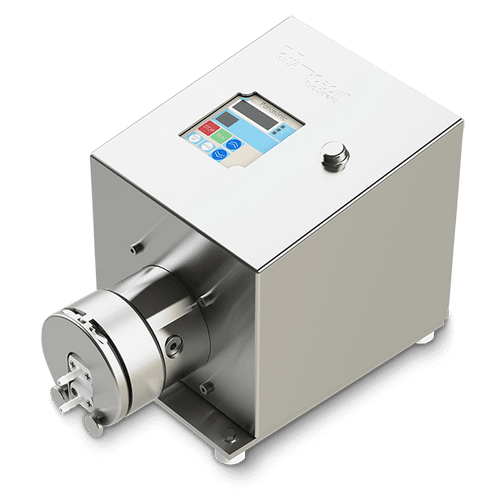
LKH PF Centrifugal Pumps
A premium performer
As Alfa Laval's premium range of centrifugal pumps, the LKH centrifugal pumps are distinguished by high efficiency, low energy consumption, several options, and a wide range of flow rates and pressures.
High efficiency LKH PF Pump
A precision-engineered pump and motor provide high efficiency and gentle product treatment. The robust design and tight tolerances together with the advanced impeller design minimize recirculation and ensure the efficient transfer of energy.
Optimal pump design
The impeller design ensures efficient and gentle handling of the product as it moves through the pump. This ensures product integrity and minimizes NPSHr ( Net Positive Suction Head required).
Low energy consumption
Making pump energy use more efficient presents huge potential for energy savings. The optimized pump design and premium motor of Alfa Laval LKH centrifugal pumps often deliver greater energy efficiency than similar premium pumps and up to 50% compared to similar mid-range pumps.
Cleanability and hygienic design
The key is the attention to detail. Controlled compression gaskets, crevice free internals, an external mechanical seal, and an optimised impeller with balancing holes all ensure that the pump is truly cleaned during a time effective CIP cycle. Perfectly aligned components and joints with O-rings tightened to a predefined compression minimize the elastomer product contact surfaces, which also safeguards hygiene.
External shaft seal - hygienic and serviceable
By positioning the shaft seal outside the pump, difficult-to-clean components do not come into direct contact with the product. In addition, the front-loading design enables quick and easy replacement, providing more uptime with lower maintenance costs. Interchangeable single, flushed and double seals simplify spare parts inventory.
Warranty
Alfa Laval provides a three-year warranty for all non-wearing parts, provided genuine parts are used.
- High efficiency
- Hygienic design
- Low energy consumption
Related Products

























































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.