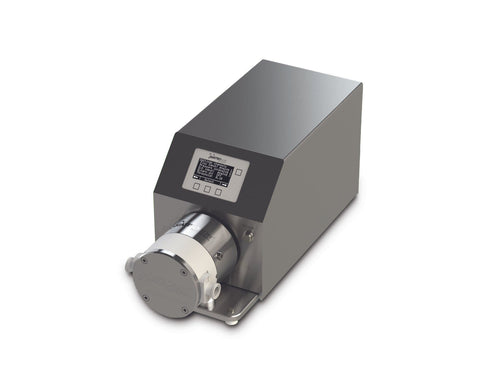
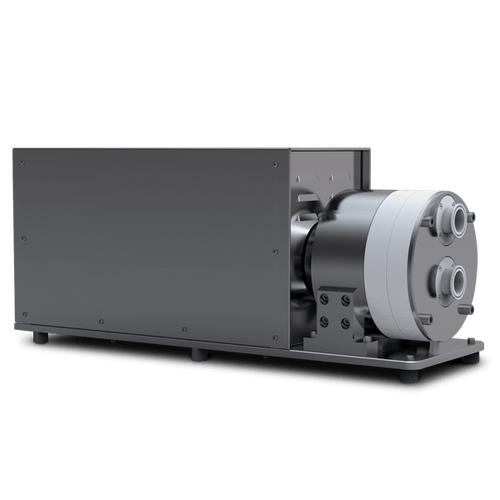
MR Centrifugal Pump
The MR range of pumps is specifically designed for pumping liquids that contain air or gas.These pumps are most commonly used for CIP return applications in the food, dairy, beverage and pharmaceutical industries. The MR has a unique construction which makes it perfectly suited to pump liquids with entrained gases. The MR is a well proven Alfa Laval technology that is highly suited to these applications.
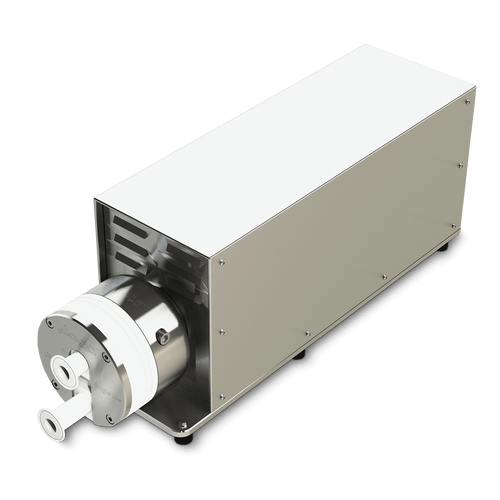
- Made from AISI 316L stainless steel and has a robust, heavy duty design which results in a long life.
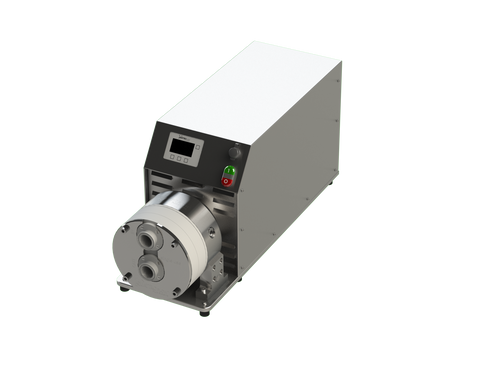
- Available in 4 models MR 166S,185S, 200S and 300. The range can pump up to 80 m3/Hr and pressure of up to 5.3 bar. The MR features an "External" mechanical seal for maximum hygiene and one seal can fit up to 3 models thus reducing spare parts holding.
- The pump is available with both IEC and NEMA standard motors and has CE and 3A certification.
- Unique construction suited to pump liquids with entrained gases
- CIP return application
- Pump up to 80 m3/Hr and pressure of up to 5.3 bar
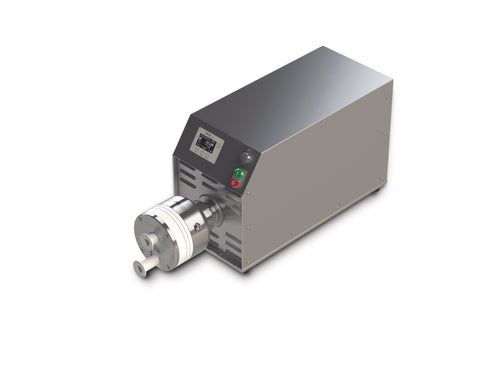
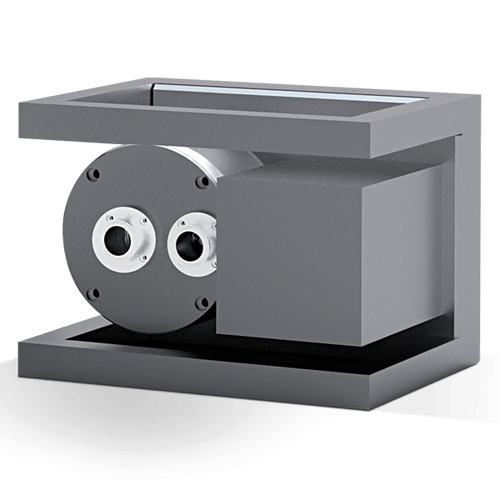
The MR liquid ring pump works on the basis of centrifugal force, as do the Alfa Laval LKH and SolidC pump ranges. However, in the MR design the fluid is not directed into a ring or volute type casing around the periphery. Instead it passes into channels on either side of the impeller, in the front and back plate of the pump.
These side channels increase in volume as the Impeller passes the suction port. This creates a vacuum and draws liquid in. This volume is then automatically reduced at the discharge port, creating pressure and forcing liquid out, thus providing the pumping action.
A proportion of the centrifuged liquid is retained around the periphery and re-circulates, forming a "liquid ring" that is used to maintain the prime. The combination of expansion and contraction of volume, centrifugal force and liquid ring construction increases the permissible gas content in the fluid being pumped. This in turn makes this type of pump particularly suitable for fluids with entrained gases.
Related Products

























































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.