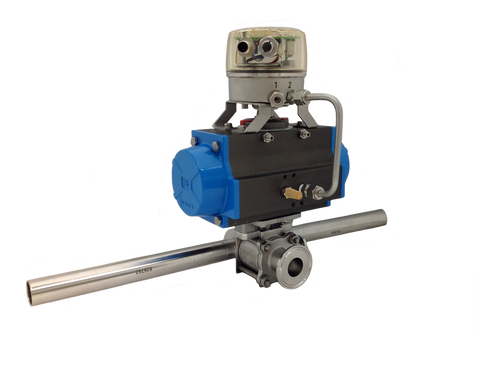
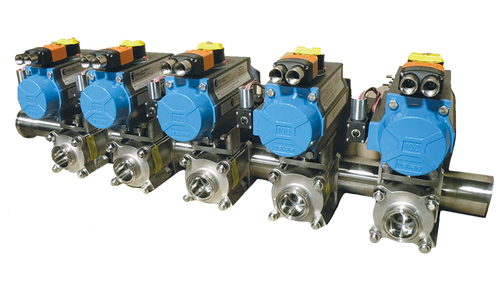
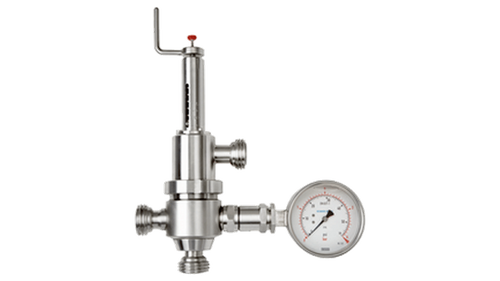
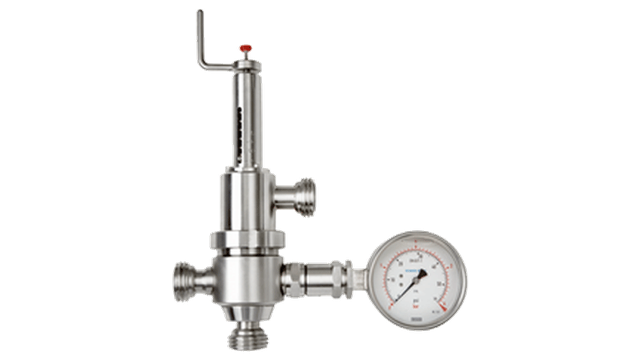
IMI PBM Sanitary Self Cleaning Ball Valves
Welcome to the advanced solution in sanitary processing: the IMI PBM Sanitary Self-Cleaning Ball Valves. These valves are engineered with state-of-the-art features to enhance efficiency and reliability in hygienic applications, ensuring a streamlined process and superior product integrity.
Innovative Design and Operation
The IMI PBM Sanitary Self-Cleaning Ball Valves incorporate the exclusive Adjust-O-Seal® technology. This allows the valves to self-adjust, compensating for wear and maintaining optimal performance throughout their lifespan. The true innovation lies in their ability to thoroughly clean themselves during Clean-In-Place (CIP) operations while in the fully open position, guaranteeing a high level of hygiene and minimizing downtime.
Unobstructed Flow and Superior Sealing
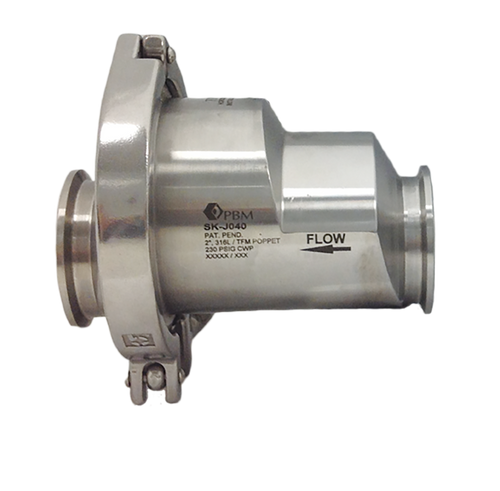
These valves provide a complete, unobstructed flow, a significant advantage over traditional floating ball, diaphragm, and butterfly valve designs. The bidirectional, bubble-tight shutoff ensures no leakage, enhancing the safety and cleanliness of the processing environment.
Material and Construction Quality
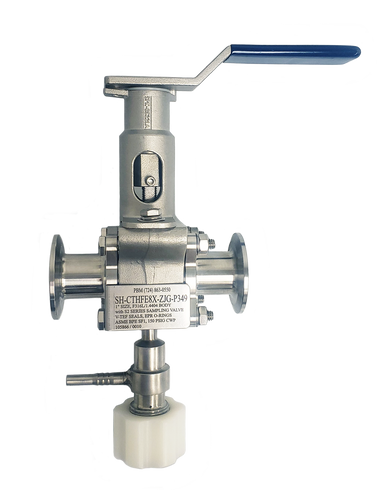
Constructed from materials like 316L stainless steel, Hastelloy™, and AL6XN™, the IMI PBM Sanitary Self-Cleaning Ball Valves are designed to withstand harsh environments and aggressive cleaning processes. Options for mechanical or electropolish finishes cater to different industry needs, ensuring compatibility with various processing standards.
Versatility in Applications
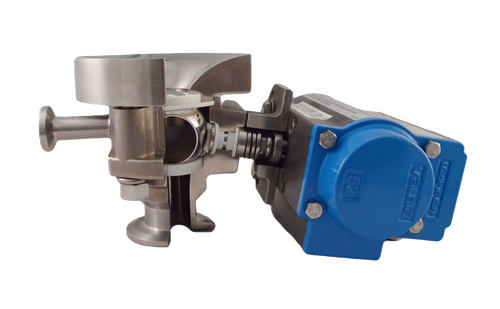
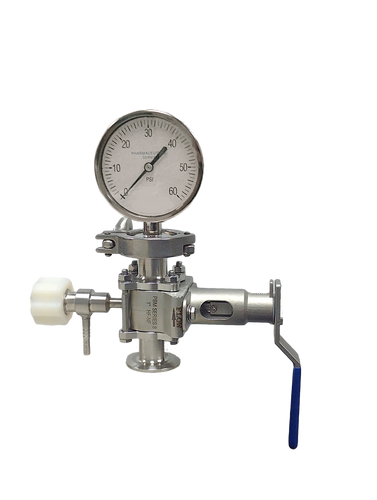
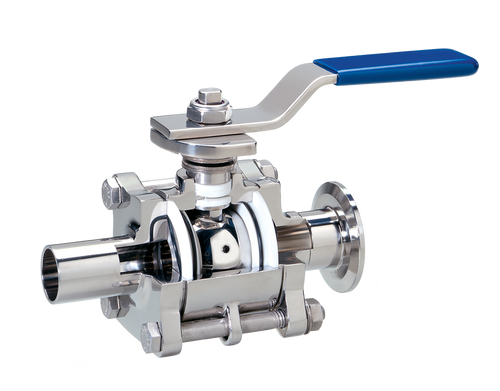
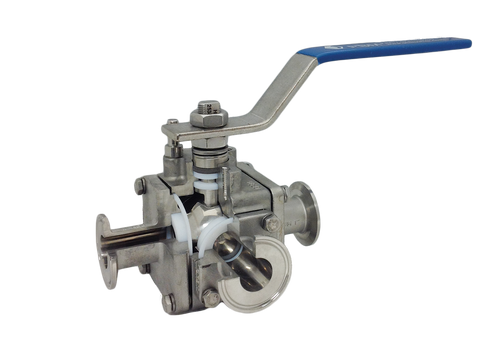
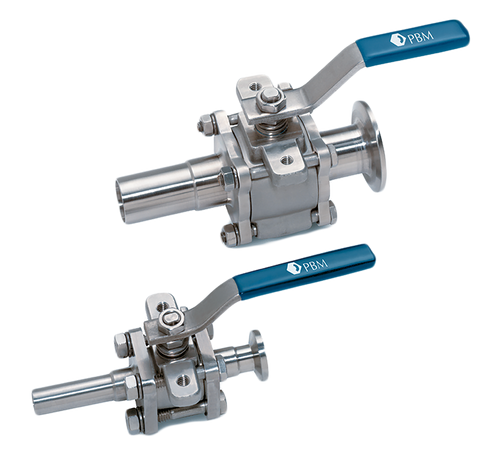
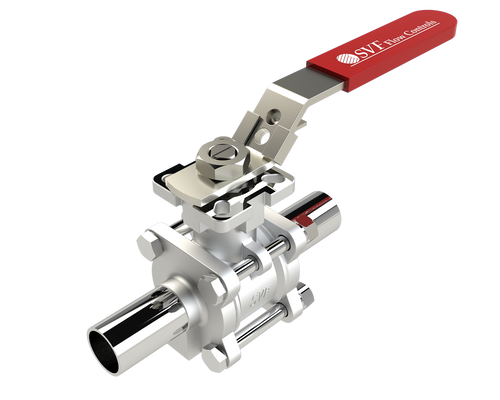
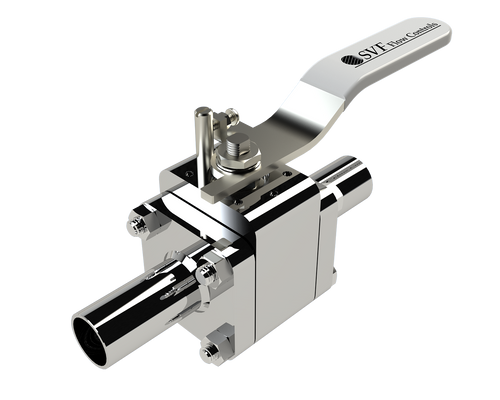
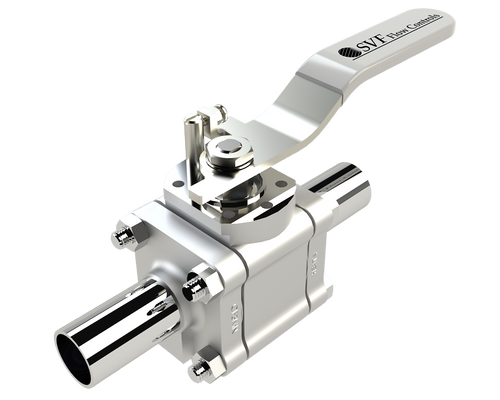
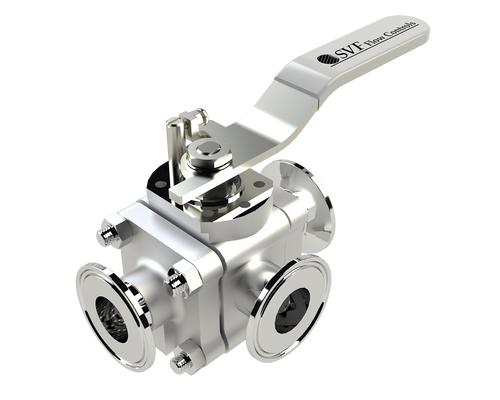
The versatility of the IMI PBM valves is unmatched. They are available in various sizes and can be fitted with multiple end connections such as extended tubes, hygienic clamps, or compression ends. This makes them suitable for various applications across pharmaceuticals, food and beverage, and biotechnologyindustries.
Advanced Features and Customization
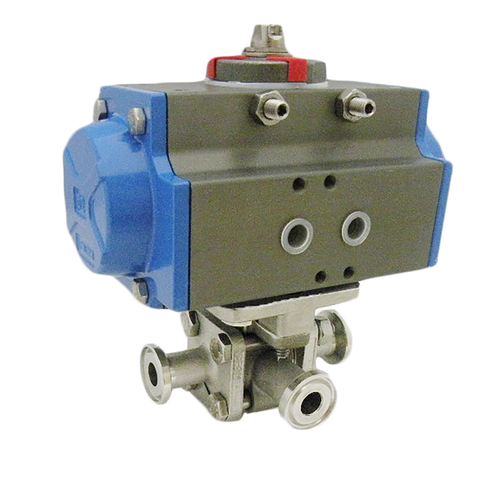
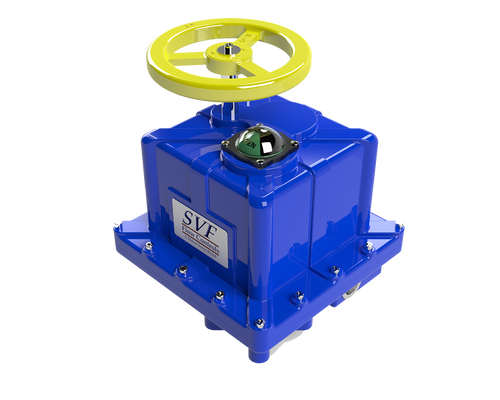
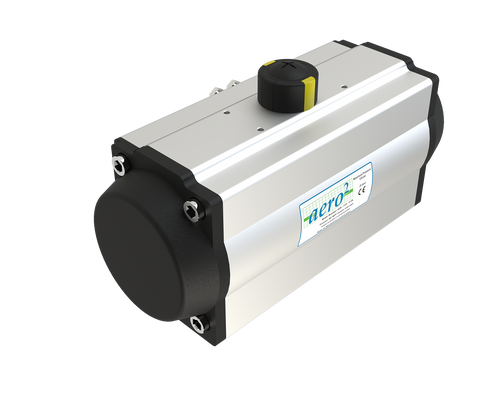
To meet specific industry needs, these valves can be customized with features like the patented locking lever handle and direct-mount automation and controls. The unique fire-rated sanitary design further isolates the product media from contaminants, ensuring the integrity and purity of the process materials.
Commitment to Quality and Compliance
IMI PBM’s commitment to quality is evident in its adherence to stringent standards. The valves are ASME BPE compliant and utilize USP Class VI elastomers and FDA-compliant materials, which underscore their suitability for critical and hygienic processes.
IMI PBM Sanitary Self-Cleaning Ball Valves are a reliable solution for maintaining purity and efficiency in your processing environments. Their innovative design, robust construction, and a range of customizable options make them a top choice for industries requiring the highest cleanliness and operational efficiency standards.
- Self-Cleaning Technology: The unique design of the valve allows for automatic cleaning of the ball and seat, reducing downtime and eliminating the need for manual cleaning. This feature helps maintain the highest level of sanitary conditions in critical applications.
- High-Cycle Life: Engineered to withstand rigorous operating conditions, these valves are built for durability, offering a long operational life even in the most demanding environments.
- Low Contamination Risk: With its polished interior surfaces and crevice-free construction, the IMI PBM Sanitary Ball Valve minimizes contamination risk, making it ideal for sensitive processes in pharmaceutical and food production facilities.
- CIP/SIP Compatibility: These valves are Clean-In-Place (CIP) and Sterilize-In-Place (SIP) compatible, allowing for easy and effective cleaning and sterilization without the need for disassembly.
- Reduced Maintenance Costs: The self-cleaning feature dramatically reduces the need for frequent maintenance, saving both time and money.
- Enhanced Product Quality: With the ability to prevent product contamination and ensure the purity of processed materials, these valves help maintain the highest product quality standards.
- Versatility: These valves are available in various configurations to suit a wide range of applications, from biopharma to cosmetics manufacturing.
Biopharmaceutical Manufacturing: Ensuring product purity and preventing cross-contamination in processes such as sterile fluid transfer, fermentation, and filtration.
Food and Beverage Processing: Maintaining sanitary conditions in the production of consumables like dairy, juices, or liquid foods, where hygiene and cleanability are essential.
Cosmetic Manufacturing: Guaranteeing contamination-free handling of sensitive ingredients, ensuring product integrity, and reducing the risk of product recall.
Chemical Processing: Offering reliable, sanitary flow control in processes requiring strict cleanliness and where product integrity must be maintained during production.
Clean-in-Place (CIP) and Sterilize-in-Place (SIP) Systems: Seamless integration in CIP/SIP systems for automatic cleaning and sterilization without disassembly, crucial for maintaining hygienic conditions in any production environment.
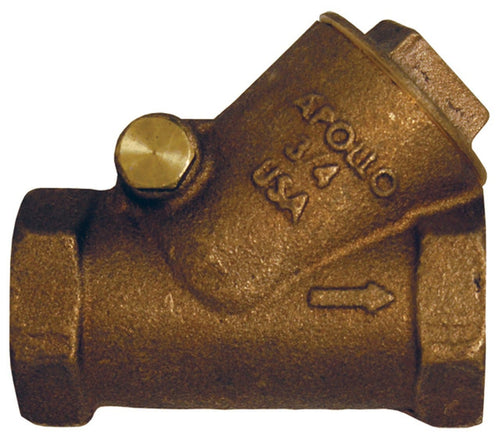
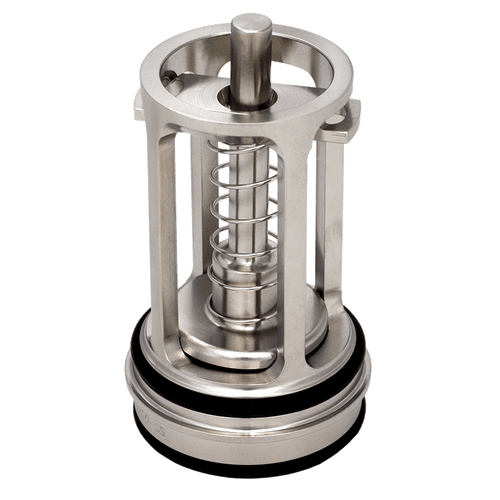
Related Products






































































































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.