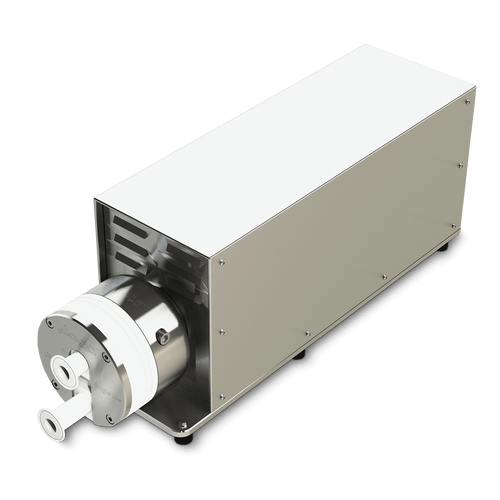
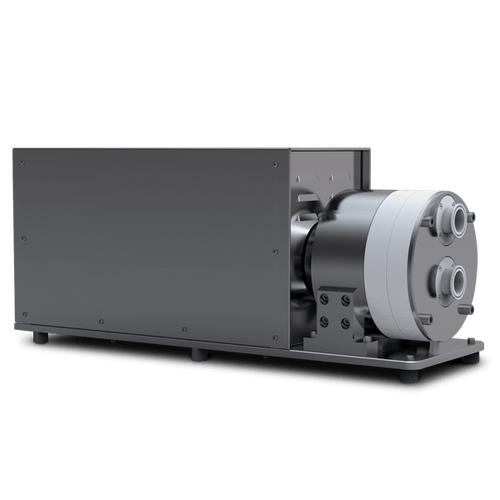
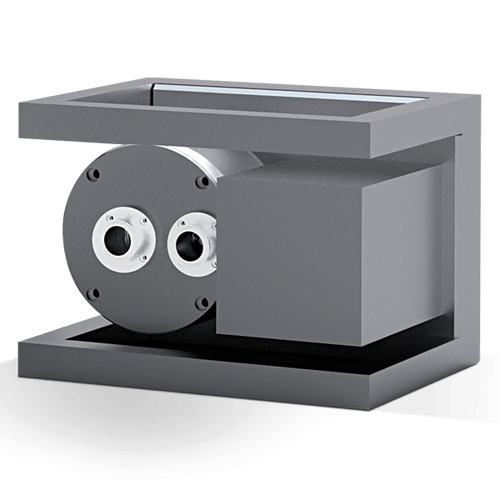
The design and operation of Quattroflow pumps solve many of the challenges faced by pharmaceutical and biotech manufacturers. These pumps do not feature a mechanical shaft seal or wetted rotating parts, ensuring total product containment without abrasion and particle generation.
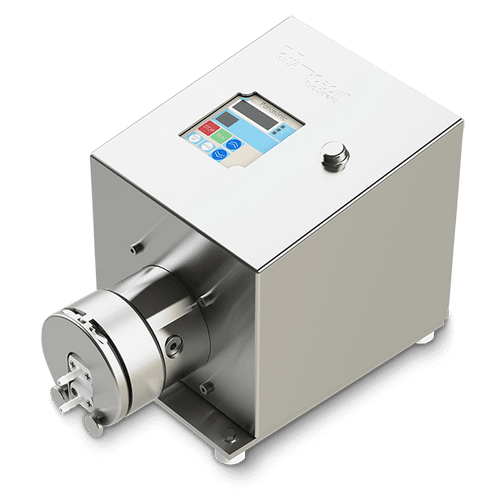
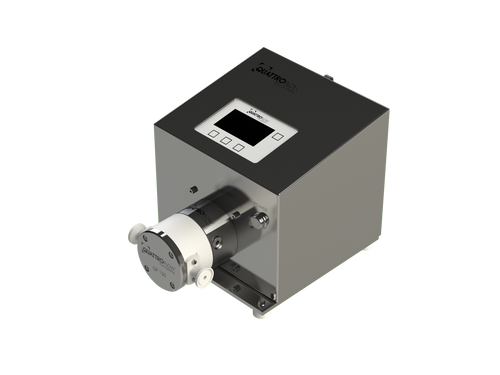
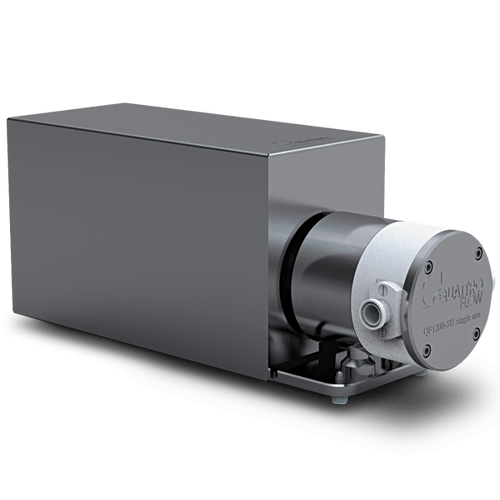
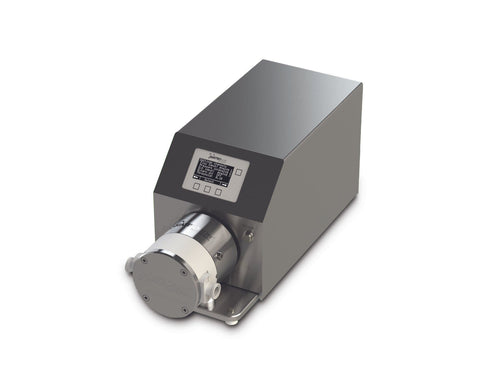
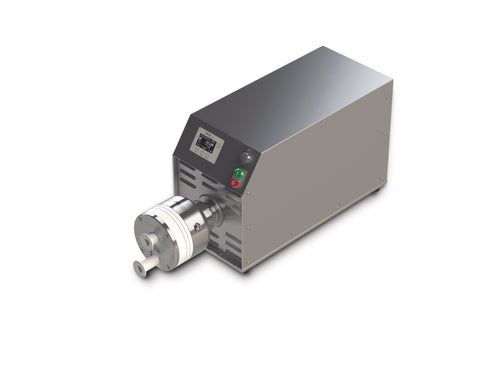
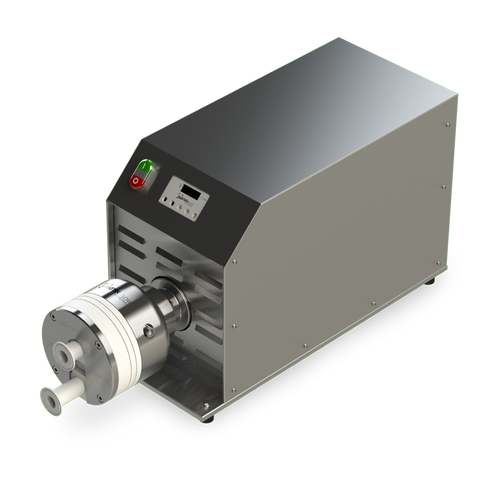
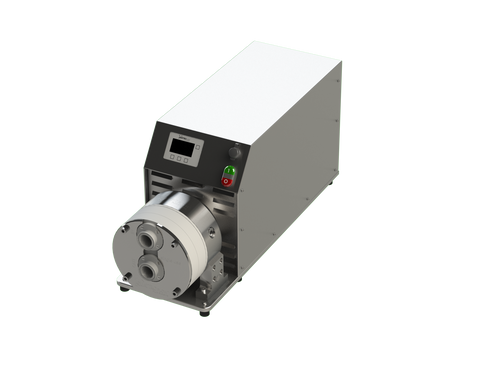
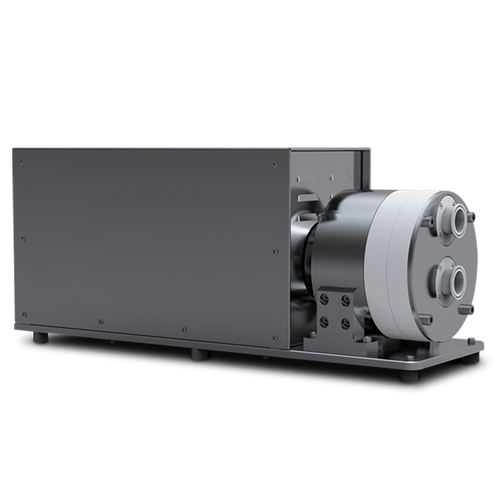
Multiple-Use Pumps: Quattroflow stainless-steel Multiple-Use pumps deliver the highest level of purity, containment and, perhaps most important, cleanability in biopharmaceutical-manufacturing operations, from simple product transfer to critical and demanding filtration and chromatography applications. These pumps are suitable for clean-in-place/steaming-in-place (CIP/SIP) operations, as well as offering autoclave capability. The 10k pump size has a new pump chamber design (patent pending) with excellent drainability to maximize product recovery.
Separate control box for manual operation available
ATEX version available
Flow range: 1,000 - 20,000 lph, 16.7 - 333 lpm
Quattroflow multiple-use pumps have a vast array of options and flow rates to accommodate many biopharmaceutical applications. Whether your requirement is 1 lph (0.017 lpm) or 16,000 lph (267 lpm) Quattroflow has your application covered with high purity, easily cleanable, multiple use units. From OEM's and small scale automated systems, to large laboratories and crossflow systems, the QF Series provides the purity needed for the most demanding pharmaceutical and bio-technology applications.
At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.
img ‰ files/ISO_9001_Quality_Management_System_Certified.png ¶
url ‰ iso-certificate ¶
cta ‰ View Certificate ¶
txt ‰ At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance. ¶
"Thanks so much! What a quick turn around. It is a pleasure working with Liquidyne."
Process Development Manager
"I received the cart yesterday, thanks for the fast delivery! It feels sturdy. I sat on it. It does not bounce. It is also easy to clean and wipe or wash down."
Vice President, Analytical Development and Manufacturing
"Thanks again for reacting so quickly and meeting me halfway with the element. We will be able to get installed and have things keep moving overnight with the night crew. The little things like this are always greatly appreciated when working with Liquidyne."
Chemical Engineer
“This pump cut our processing time from 3 days to 1 shift. I’m not giving this pump back. You will have to come and get it if you want it... and that won’t likely happen.”