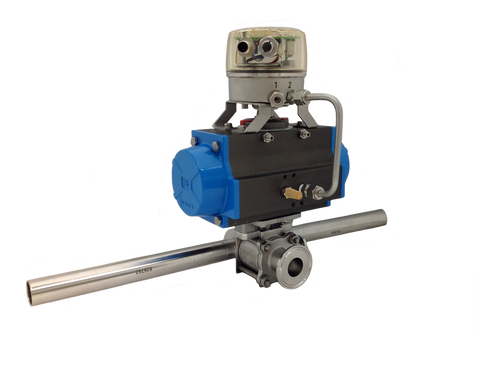
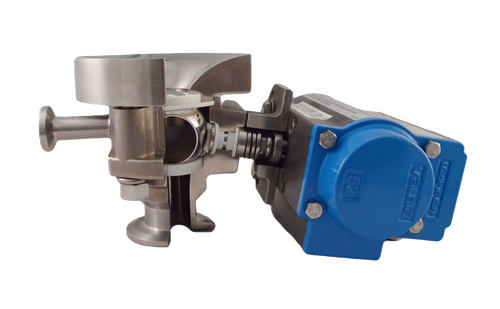
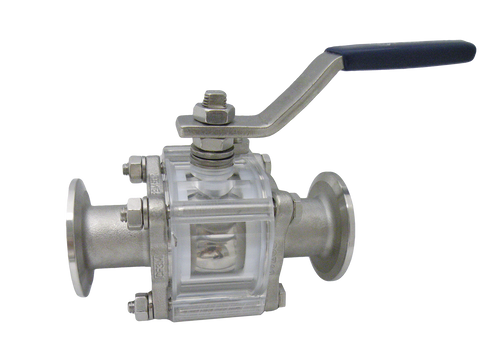
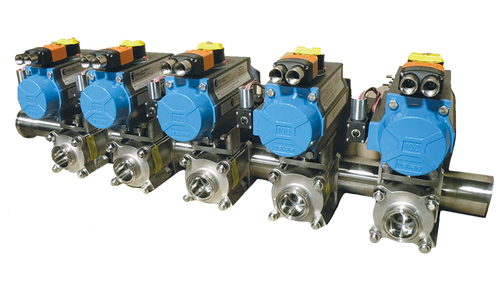
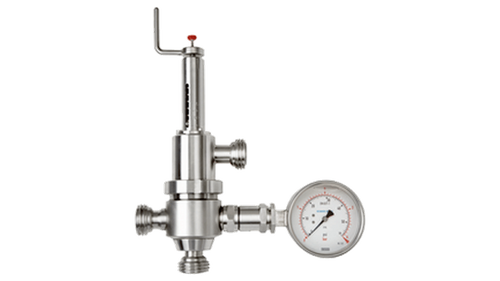
IMI PBM Sanitary Rising Stem Sampling Valves
At Liquidyne, we specialize in providing top-quality sanitary valves essential for maintaining the integrity and safety of production processes in various industries. Our Sanitary Rising Stem Sampling Valves are designed to meet the stringent demands of sectors such as pharmaceuticals, biotechnology, chemical manufacturing, and the food and beverage industries, including breweries and wineries.
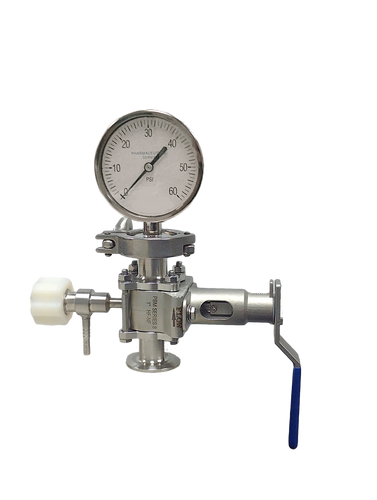
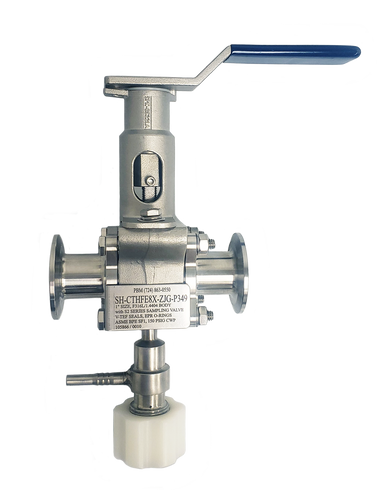
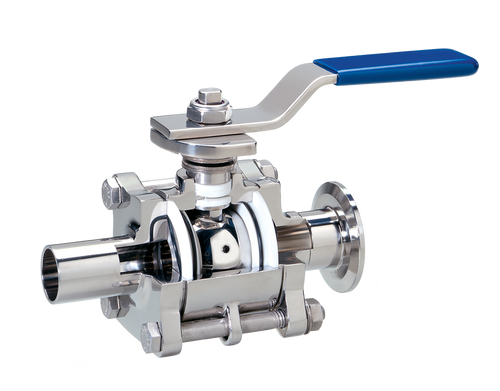
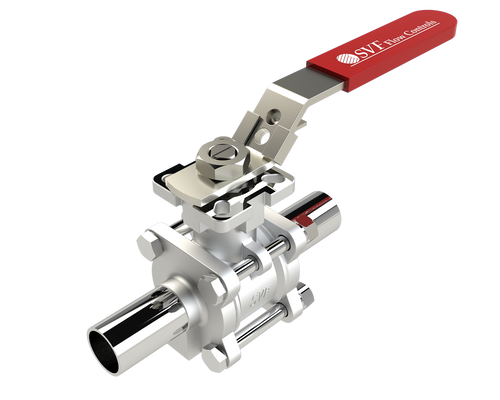
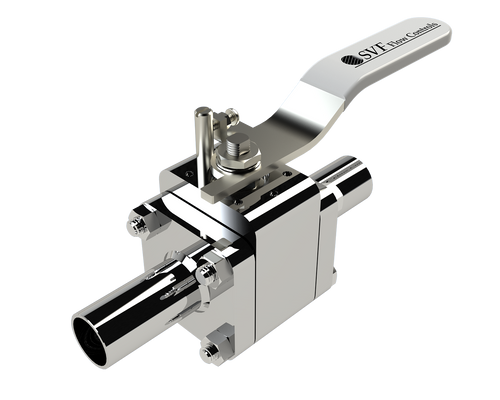
The Rising Stem Sampling Valves are engineered to support the critical task of sampling, which is crucial at all production stages to ensure quality, consistency, taste, and sterility. These valves allow for efficient sampling without risking the sterility or integrity of the process. Constructed from 316L Stainless Steel, the valves are robust and corrosion-resistant, ensuring durability and reliability. All materials, including the Viton or EPDM O-ring and Viton body gasket, are FDA-compliant, making them suitable for sensitive production environments. The design includes a large Nylon 6/6 knob for easy operation and a tool-free disassembly feature that simplifies maintenance and cleaning. The 32 Ra ID finish on wetted surfaces ensures a smooth surface that minimizes contamination risks and is easy to clean.
The product line offers various connection options, such as 1/2-inch weld and clamp, providing versatility to fit different piping systems. The valves are available in multiple sizes and configurations to meet specific process requirements and facilitate integration into existing systems.
In application, the Rising Stem Sampling Valves offer significant advantages in various settings. Pharmaceuticals and biotechnology enable precise sampling, crucial for batch consistency and adherence to stringent regulatory standards. In the food and beverage industry, the valves are vital in controlling taste and quality, essential for maintaining consumer satisfaction and complying with food safety regulations. They allow consistent sampling, which is critical for preserving product specifications and safety standards for chemical manufacturing.
These valves are designed to meet current industry needs and exceed them, providing a reliable, efficient, and hygienic sampling solution that enhances operational capabilities and safeguards product quality across all production stages.
Features
- Material Quality: Constructed from 316L Stainless Steel, these valves are robust and resistant to corrosion, ensuring longevity and reliability. The materials used, including the Viton or EPDM O-ring and Viton body gasket, are all FDA compliant, making them ideal for use in sensitive production environments.
- Ease of Use: Designed with user-friendliness in mind, our valves feature a large Nylon 6/6 knob, allowing for easy operation. The tool-free disassembly feature facilitates quick maintenance and cleaning.
- Surface Finish: With a 32 Ra ID on wetted surfaces, the valve ensures a smooth finish that minimizes contamination risks and is easy to clean.
- Connection Flexibility: The product line offers multiple connection options including 1/2-inch weld and clamp, ensuring versatility to fit various piping systems.
- Customization: Available in a range of sizes and configurations to meet specific process requirements and facilitate integration into existing systems.
Benefits
- Pharmaceuticals and Biotechnology: They enable precise sampling critical for batch consistency and compliance with stringent regulatory standards.
- Food and Beverage: The valves play a crucial role in taste and quality control, essential for maintaining consumer satisfaction and adherence to food safety regulations.
- Chemical Manufacturing: Allows for consistent sampling which is vital for maintaining product specifications and safety standards.
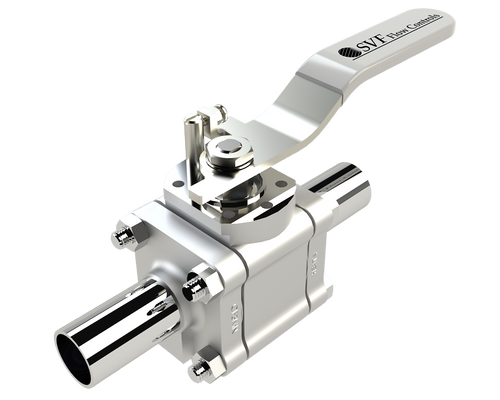
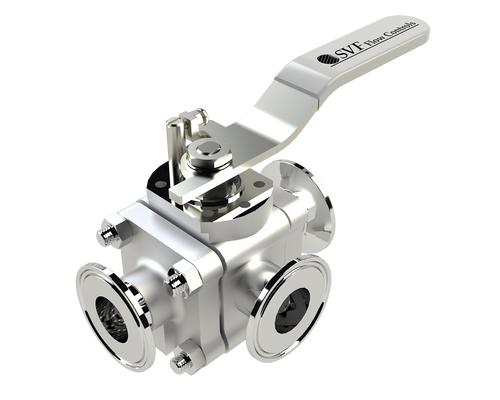
- Tri-Clamp® Inlet
- Tri-Clamp® , Swickle or Hose Barb Outlet
- Tri-Clamp® Purge Port connection
- Optional SIP/CIP ports
- Locking plastic cover
- Finer finishes, ID and OD, and electropolishing
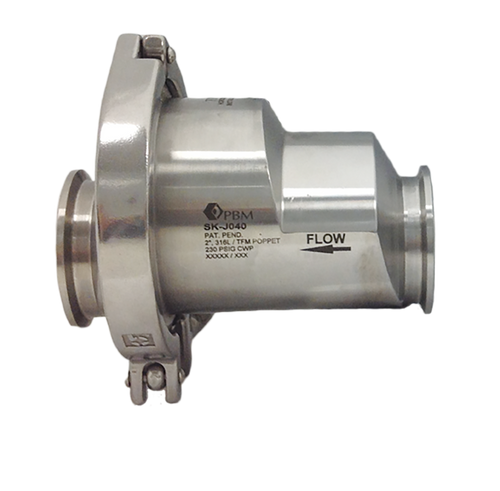
Related Products






































































































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.