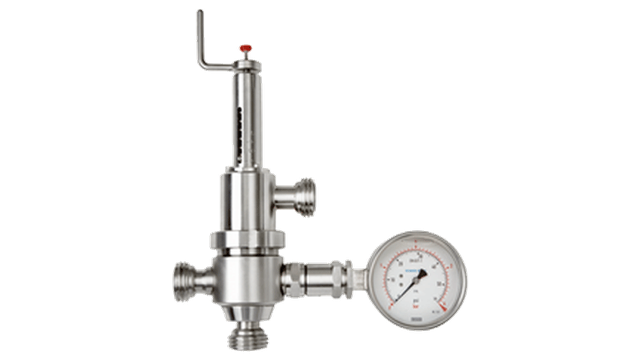
ITM-51 Turbidity Sensor
The ITM-51's compact, modular design is a highly configurable, cost-effective solution to meet your specific application needs. With expanded capabilities in pressure, temperature and measuring range, the ITM-51 can now go beyond the typical applications given to turbidity sensors, making the ITM-51 capable of furthering your ability to meet sustainment goals.
- Compact, modular design
- Extended temperature and pressure capabilities
- Measurement is not influenced by color (wave length 860 nm)
- High reproducibility: ² 1 % of full scale
- Selectable output units (%TU, NTU, EBC)
- Extended measurement range: 200É300.000 NTU equivalent
- Phase separation of products (whey-cream-milk)
- Water flush control
- Separator control
- CIP-pre-rinse control
- Yeast harvest in breweries
- Product quality control
Related Products













































































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.