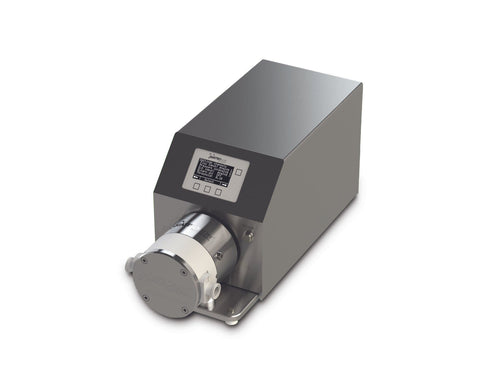
SRU Rotary Pump
With its smooth, low-shear pumping action, the SRU is Alfa LavalÕs core rotary lobe pump for the gentle handling of sensitive process fluids within the dairy, food and beverage, biotechnology and pharmaceutical industries.
Alfa Laval SRU rotary lobe pumps are carefully engineered to provide reliable performance, trouble-free operation and superior energy efficiency for demanding applications. It is an excellent choice for duties that require contamination-proof pumps to meet high standards of hygiene, low-shear and low-pulsation operation. This EHEDG-approved pump handles both Cleaning in Place and Sterilization in place, and can be supplied with thorough documentation to support rigorous validation requirements.
Consistent performance, minimal risk of contamination
SRU rotary lobe pumps are designed with features that maximize performance and minimize the risk of contamination. These include a defined compression front cover sealing, rotor nut retention design, drainable pump head and ultra-clean surface finishes.
Safeguarding product quality
Understanding of flow patterns is vital to ensure high efficiency fluid transfer with low pulsation, low shear and low noise characteristics. Alfa Laval employs Computational Fluid Dynamics (CFD) to establish exact geometry for the rotors and rotor case.
Greater flexibility and application fit
The modular design of the SRU provides greater flexibility to configure exactly the right solution for specific process requirements.
To meet different process requirements, the SRU features an R90 external shaft seal, which may be specified in various materials and configurations in order to ensure the correct shaft seal for the application. Alternatively the SRU can be fitted with Hyclean mechanical seals as well as other seal solutions.
In addition to a broad range of models and capacities available in horizontal or vertical porting, the SRU has a wide selection of options, including standard and custom seals, heating/cooling saddles and jackets, an integrated pressure relief valve and a rectangular inlet for pumping high viscosity fluids.
Robust construction Ð low maintenance
To deliver reliable operation and low maintenance the SRU features a robust gearbox construction with heavy-duty shafts, torque locking assemblies and taper roller bearings throughout.
Supply and delivery
The SRU range is available with twelve different pump head displacements, flow rates up to 106 m_/h, differential pressures up to 20 bar, temperatures up to 200¡C and port sizes from 25 to 150 mm in diameter.
Certification, specification and standards
SRU rotary lobe pumps comply with EHEDG, 3-A, 3.1 and FDA hygienic standards and have ATEX approval for use in explosive environments. For more information, please consult the documentation provided.
Product benefits
- Consistent performance
- Minimal risk of contamination
- Low maintenance
Related Products

























































































































At Liquidyne, we prioritize our commitment to quality and consistency. In 2017 we achieved ISO 9001:2015 Quality Management System certification to ensure we can repeatedly deliver consistently high-quality products and solutions. Being ISO 9001:2015 QMS Certified by Amtivo (USA), Inc, together with our USP Class VI Testing, ASME Bioprocessing Equipment (BPE), and EHEDG certification guarantee, we have the methodologies to assure quality. We will quickly and accurately rectify any issues if any of our products are ever in non-conformance.